ابزار حفاری کربید چیست؟ چگونه یک ابزار حفاری کربید مناسب را انتخاب کنیم
Drow Carbide Precision Ltd. راهنمای صنعت را منتشر می کند: انتخاب ابزار حفاری کربید
۲۰ فوریه ۲۰۲۵** - با سرعت بخشیدن به هوش تولیدی، شرکت Drow Carbide Precision Ltd. امروز به طور رسمی "کتاب سفید انتخاب ابزار برش با دقت بالا" را منتشر کرد." ارائه تجزیه و تحلیل عمیق از ویژگی های فنی ابزار حفاری کربید و استراتژی های انتخاب برای شرکت های ماشینکاری.
### تجزیه و تحلیل فنی ابزار حفاری کربید
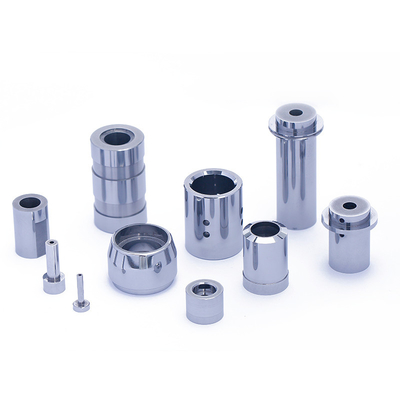
ابزار حفاری کربید، ساخته شده با استفاده از مواد مبتنی بر کربید ولتفرمن، مزایای برجسته ای را نشان می دهد:
- **مقاومت خارق العاده در برابر فرسایش**: سختی تا HRA92-94، 5-8 برابر طول عمر بیشتر از ابزار های HSS
- **استقرار حرارتی بالا**: مقاومت در برابر 800 تا 1000 درجه سانتیگراد برای برش با سرعت بالا
- ** ماشینکاری دقیق **: درجه تحمل IT6-IT7 را با خشکی سطح Ra0.4-0.8μm بدست می آورد
### روش انتخاب پنج بعدی
مدیر فناوری شرکت Drow Carbide توصیه می کند که پنج ابعاد مهم در نظر گرفته شود:
1**توافق مواد**
ابزار پوشش CVD برای آهن ریخته شده، پوشش PVD برای فولاد ضد زنگ
2. **انتخاب ابزار خاص عملیات**
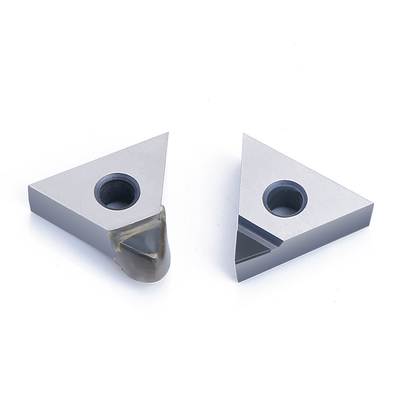
- **گروو صورت**:
▸ مناسب برای سوراخ روغن بلوک موتور (عرض 2-8 میلی متر)
▸ توصیه می شود که TPGX را با زاویه 85 درجه وارد کنید
▸ سرعت برش [v_c = 120-180m/min] برای آلیاژ های آلومینیومی
- ** پروفایل کردن خسته کننده **:
▸ ماشینکاری پیچیده در قطعات هوافضا
▸ استفاده از کلاه های حفاری هندسی متغیر با تکرار ± 0.01mm
▸ هندسه شکافنده تراشه: [λ = 15°-20°] برای ماشینکاری فولاد
- ** رشته های داخلی **:
▸ ماشینکاری رشته های متریک/UN در انبوه های هیدرولیکی
▸ ورودی های 60 درجه نوع V با پوشش TiAlN
▸ سرعت تغذیه [f = pitch times 0.7] برای رشته های متریک ISO
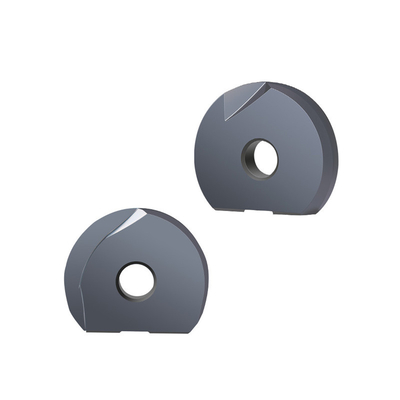
- **خسارت معکوس**:
▸ ماشینکاری پشت محفظه توربین
▸ ماشین های برش زاویه معکوس با زاویه 45 درجه
▸ نیاز به سفتی: [k geq 200N/μm] در 5xD
- * خسته کننده ي داخلي *
▸ تکمیل دقیق سوراخ
▸ سیستم های سوراخ کردن ماژولار با وضوح تنظیم 0.001 میلی متر
▸ نسبت عمق به قطر [L/D صفحه 4] بدون پشتیبانی کمکی
3** پارامترهای هندسی**
انتخاب زاویه ی چنگال γ بر اساس سختی مواد:
[
γ =
شروع {مورد}
8°-10° و متن{ آهن گچ}
12°-15° & text{آلیاژ آلومینیوم}
پایان {قضیه ها}
]
4** سیستم های نگهدارنده ابزار**
HSK برای کاربردهای با سرعت بالا (≤18,000rpm) در مقابل CAPTO برای برش سنگین
5**توانایی تامین کنندگان**
خدمات پیش تنظیم ابزار، پشتیبانی در محل و پاسخگویی راه حل سفارشی را ارزیابی کنید
**در مورد شرکت Drow Carbide Precision Ltd**
به عنوان یک شرکت ملی با فناوری بالا، ما دارای 12 اختراع ابزار کربید هستیم و مجموعه های آسیاب ابزار 5 محور ساخت آلمان را اجرا می کنیم، که سفارشی سازی سریع 72 ساعته را ارائه می دهد.www.drowcn.cn.
* تماس با رسانه ها:
مدیر فروش آقای چن. واتساپ/ویچات: +8618975739143. زالو/تلگرام: +8615622340665
ایمیل: csc@drowcn.cn*


 پیام شما باید بین 20 تا 3000 کاراکتر باشد!
پیام شما باید بین 20 تا 3000 کاراکتر باشد!